Ihre Durchmesser bewegen sich zwischen zehn Millimetern und mehr als einem Meter. Sie können horizontal, vertikal oder mit verschiedenen Neigungswinkeln verlaufen. Dabei sind die Mauerdurchführungen unterschiedlichen Belastungen ausgeliefert: Die durch sie verlaufenden Rohre oder Leitungen können, wenn Flüssigkeiten durch sie strömen, deutlich schwerer werden. Zudem beeinflusst die Temperatur ihre Ausdehnung und Elastizität. Um spätere Schäden am Mauerwerk zu vermeiden, werden die Bohrungen daher abgedichtet – beispielsweise mit Muffen.
Zukunftsorientierte Partnerschaften
Einer, der sich damit auskennt, ist ein Schweizer Hersteller von Spezialarmaturen. „Er beauftragte uns, eine Maschine zu entwickeln, die Muffen in 25 unterschiedlichen Größen automatisch montieren, verschrauben und beschriften kann“, berichtet Fabian Gallenbach, Geschäftsführer der SOGA Gallenbach GmbH in Pforzheim.
Mit seinen zehn Mitarbeitern konstruiert und entwickelt der Maschinenbauer Sonderlösungen – die Kunden kommen unter anderem aus der Medizin-, der Luft- und Raumfahrttechnik sowie der allgemeinen Industrie. Fabian Gallenbach: „Unsere Vision ist es, durch professionelle Projektabwicklung und exzellente Entwicklungsarbeit zukunftsorientierte Partnerschaften mit unseren Kunden einzugehen.“
Weil sich SOGA auf Wachstumsbrachen fokussiert hat, konnte das Unternehmen seinen Kundenstamm in den vergangenen Jahren vervielfachen. Bei der Umsetzung der anspruchsvollen Sondermaschinen setzt der Hersteller auf ausgewählte Partner. Dazu gehört seit Jahren die STÖBER Antriebstechnik GmbH + Co. KG, die ebenfalls in Pforzheim zuhause ist.
SOGA Gallenbach setzt auf STÖBER
SOGA Gallenbach konstruiert und entwickelt Sondermaschinen – zum Beispiel eine Anlage für einen Schweizer Armaturenhersteller, der Muffen für Kernlochbohrungen fertigt. Er montiert, verschraubt, und beschriftet damit die unterschiedlich großen Baugruppen – automatisiert und ohne lange Umrüstzeiten. Augenmerk liegt vor allem auf der Präzision. Bei der Umsetzung setzt SOGA auf ausgewählte Partner wie STÖBER. Der Antriebsspezialist lieferte Servotechnik, Motoren, Zahnstangentriebe, Getriebemotoren, Antriebsregler und jede Menge Know-how.
Wiederholbare Genauigkeit
„Bei allen Projekten stehen wir mit SOGA in regelmäßigem Kontakt. Dies erleichtert es bei neuen Aufträgen, unmittelbar ins Detail gehen zu können“, sagt STÖBER Experte Guido Wittenauer, der SOGA betreut. Wurde in der Vergangenheit die passende Motor-/Getriebekombination gesucht, haben die Antriebsspezialisten die Maschinenbauer schon oft unterstützt.
Bei diesem Projekt begann das Teamwork schon in der Angebotsphase. Gemeinsam besprachen beide Seiten die kritischen Punkte und arbeiteten diese ab. „Bevor wir loslegen konnten, validierten wir bei einem ersten Projektgespräch mögliche Komponenten und prüften sie in der konstruktiven Einbausituation“, sagt Gallenbach.
„Wegen der Größe des Projekts mussten wir einige Anpassungen vornehmen lassen, die die STÖBER Experten sehr gut umgesetzt haben.“ Denn aufgrund von Veränderungen während des Projektverlaufs variierten die Massen der teils oder komplett montierten Baugruppen. Weil sie deutlich schwerer wurden, waren die Motorkennlinien und Optimierungen der Motorcharakteristik entscheidend, um die geforderte Taktzeit erzielen zu können.
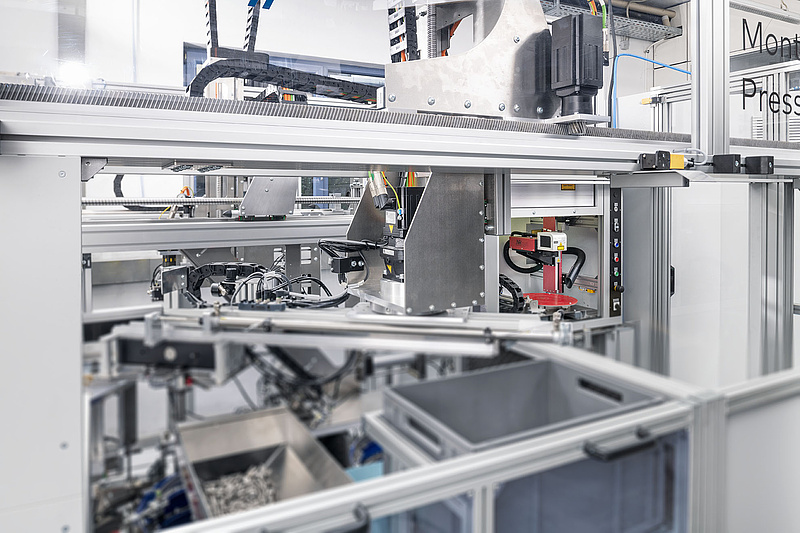
Bisher mussten Mitarbeiter die Baugruppen von Hand montieren. Das kostete Zeit und war fehleranfällig. Die neue Maschine kann dagegen ohne Zutun eines Werkers 150 Teile am Stück autonom fertigen – und das mit einer reproduzierbar hohen Genauigkeit. Ein Mitarbeiter muss lediglich zu Beginn des Prozesses die Komponenten bereitstellen und die komplett montierten Muffen hinterher in den Gitterboxen abtransportieren. Wichtig bei der Entwicklung waren möglichst kurze Rüstzeiten.
Von Servomotoren bis zu Zahnstangentrieben
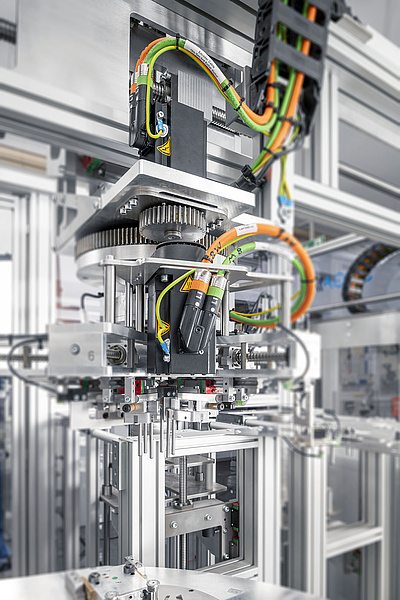
Herzstück der Maschine ist ein Sechsfach-Greifer. Damit er die einzelnen Teile exakt aufnehmen kann, muss die Anlage diese präzise positionieren. Gewinderinge und Deckscheiben lagern in Magazinen im vorderen Teil der Anlage. „Für die hochgenaue Hubbewegung der Magazine haben wir unsere Servo-Stirnradgetriebe mit Bremse geliefert“, berichtet Wittenauer. Durch die Stirnradverzahnung und die reibungsarme Lagerung ist ihr Wirkungsgrad besonders hoch. Der leistungsstarke Synchron-Servomotor arbeitet wirtschaftlich und leistungsstark. Zudem benötigt er beim Einbau nur wenig Platz. Er bietet ein maximales Drehmoment, eine hohe Dynamik und eine geringe Drehmomentwelligkeit.
Im zweiten Teil der Anlage befinden sich die Magazine für die Gewinderinge, die 40 Millimeter hohen Elastomer-Ringe und die Deckscheiben. Ein Drei-Achs-Portal übernimmt diese Bauteile und richtet sie über einen Sensor auf einem Rundtisch übereinander gestapelt rotatorisch aus. „Ein Orbitalantrieb lässt den Sechsfach-Greifer alle Bauteile jeglicher Größe handhaben – ohne Umrüsten“, erklärt der STÖBER Experte. „Für diesen Antrieb lieferten wir ebenfalls einen Synchron-Servomotor.“
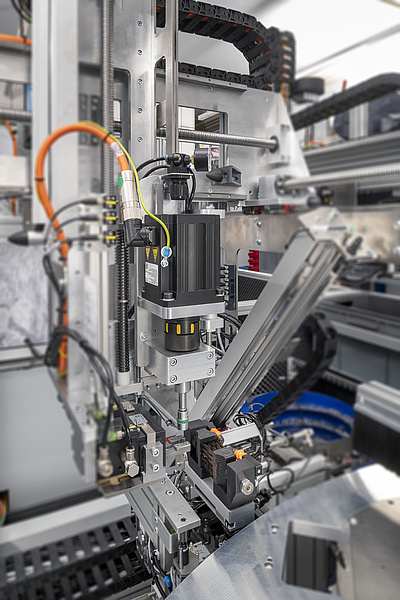
Im dritten Teil der Anlage befindet sich ein weiteres Drei-Achs-Portal. Dieses greift sich eine – je nach Größe der zu montierenden Muffe – M6-, M8- oder M10-Schraube mit der dazugehörigen U-Scheibe und fördert sie zu einer Station, die beide Komponenten mit Kupfer bepastet. Für alle Achsen der beiden Portale lieferte STÖBER Zahnstangentriebe. Bei der schrägverzahnten Baureihe ZV befindet sich die Ritzelposition entweder am Wellenende oder an der Wellenschulter. Der Zahnstangentrieb zeichnet sich durch eine spielfreie, formschlüssige Welle-Nabe-Verbindung aus. Angebaut ist er an einen STÖBER Getriebemotor.
Hochdynamische Motorregelungen
Ein von SOGA entwickeltes Schraubportal nimmt die bepastete Schraube und dreht sie in die aus Gewinde- und Deckscheibe sowie dem Elastomer-Ring bestehende Baugruppe. Dabei muss sie aufgrund des Kunststoffs schwankende Kräfte überwinden können. „Für diese Aufgabe kommt unser encoderloser Lean-Motor zum Einsatz“, sagt Guido Wittenauer. Denn für diese Anwendung sind hochdynamische Motorregelungen erforderlich. Mit dem Lean-Motor lassen sich Drehzahl und Drehmoment stufenlos vom Stillstand bis zur Maximaldrehzahl bei voller Drehmomentkontrolle einstellen. Die kompakte Lösung ist bei gleicher Leistung leichter, kleiner und mit der Klassifizierung IE5 energieeffizienter als ein Asynchronmotor. Gleichzeitig ist sie günstiger und robuster als ein Standard-Servomotor. Das Schraubsystem kann der Schweizer Armaturenhersteller einfach auf die unterschiedlichen Schraubköpfe umrüsten.
Ein Drehtisch führt nun die komplett montierte Baugruppe zur Entnahmestation. Auch hier verbaute SOGA einen Zahnstangenantrieb. Wittenauer: „Weil die teil- oder komplett montierten Baugruppen sowohl bei der Entnahmestation als auch schon bei den Drei-Achs-Portalen relativ schwer sind, galt es, diese so auszulegen, dass sie auch die hohen Massen dynamisch bewegen können.“ Die Entnahmeeinheit führt zum Schluss das Bauteil noch einem Beschriftungslaser zu. Anschließend gelangt es zur Abholung in eine Gitterbox.
Für jede Antriebsaufgabe maßgeschneidert
Um die unterschiedlichen Antriebe anzusteuern, lieferte STÖBER die Baureihe SI6.Der nur 45 Millimeter schmale, hochdynamische Antriebsregler ist in Anreihtechnik konzipiert. „Er arbeitet unbemerkt und zuverlässig im Hintergrund“, beschreibt der STÖBER Experte: „Ein einzelner SI6 kann bis zu zwei Achsen regeln, ein deutlicher Platzvorteil.“ Quick-DC-Link-Module verbinden die einzelnen Geräte sehr schnell und einfach miteinander. Damit sind weder dezentrale Einspeiseeinheiten erforderlich noch Absicherungen oder eine Verkabelung für jede Achse.
Die Baureihe erreicht kurze Ausregelzeiten bei schnellen Sollwertänderungen und Lastsprüngen. Mit den Antriebsreglern lässt sich die Anlage zudem synchron über PROFINET ansteuern. Integriert in den SI6 sind die Sicherheitsfunktionen STO (Safe Torque Off) und SS1 (Safe Stopp 1), die in dieser Baureihe nach EN 13849-1 für PLe, Kat. 4 zertifiziert sind und sich ohne produktionsunterbrechende Funktionstests nutzen lassen.
Permanentes Optimieren
Bei der Zusammenarbeit halfen natürlich die räumliche Nähe und der gute persönliche und vor allem sehr partnerschaftliche Kontakt zwischen beiden Firmen Die Parametrierung der Achsen konnte somit auch unkompliziert vor Ort erfolgen. Fabian Gallenbach: „Wir entschieden uns bewusst für STÖBER. Zwar hätten wir drei der 17 Motoren auch über ein anderes Hubsystem realisieren können. Dann wäre jedoch eine weitere Steuerungstechnik hinzugekommen. Das war für uns aufgrund der Standardisierung keine Alternative.“ SOGA war auch von der Möglichkeit angetan, die Anlage aus der Ferne warten zu können – und dabei nicht nur in die SPS-Maschinensteuerung, sondern auch auf das STÖBER Antriebsregler-Netzwerk zugreifen zu können.
„Wir haben STÖBER über die komplette Projektdauer vertraut“, resümiert Gallenbach. „Mit Präsentationen und Plänen über den Fortschritt und die gesetzten Meilensteine waren wir stets auf dem Laufenden. Die Zusammenarbeit machte uns deshalb zu jedem Zeitpunkt eine große Freude. Wir leben denselben Gedanken des permanenten Optimierens, um noch mehr aus der Technik rauszuholen.“